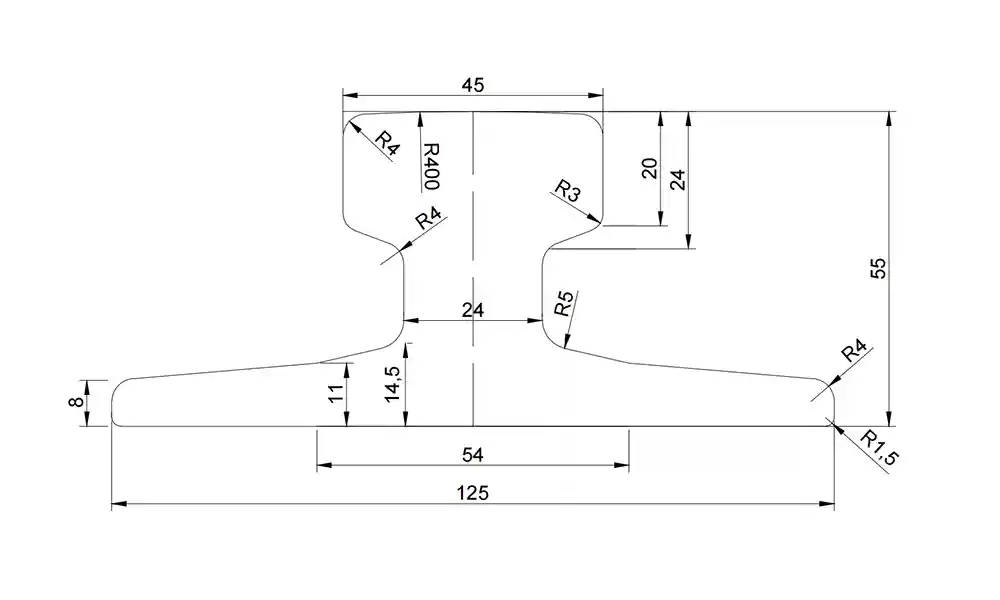





















A75 Short Rails Replacement for a Severely Worn STS Crane Trolley System at Haldia Port, India
In 2025, Glory Rail supplied a complete A75 short rail replacement solution for an STS (Ship-to-Shore) container crane maintenance project at Haldia Port, India.

Sri Lanka A65 Rail for Port Machinery Coating Requirement Delivered
Case study: A65 rail for port machinery with heavy-duty coating (260μm, RAL1007) for Sri Lanka Port Authority. Non-coating area clarified. By Glory Rail.

Shipboard Deck Crane Rail System | Pakistan A45 Crane Rail Replacement
Shipboard deck crane rail system replacement in Pakistan: A45 rail, welded clips, SA2.5+3-layer coating. From Tianjin to Karachi.

Mobile Harbor Crane Rail System | Jakarta A100 Rail Supply
Glory Rail delivered a complete Mobile Harbor Crane Rail System – including DIN 536 A100 rail, WJ220 clips, chemical anchors, and leveling bolts – for a 300t crane at Jakarta Port.

Fertilizer Conveyor Rail System | Pakistan A75 Rail Replacement
Glory Rail provided a complete A75‑based Fertilizer Conveyor Rail System for a Pakistan contractor.