Project Overview
Glory Rail recently completed an ASCE60 Crane Rail Vertical Bending solution for a conveyor project in Indonesia requiring smooth elevation transition within a confined installation space.
Unlike conventional horizontal rail bending, this project involved controlled vertical bending to achieve stable guidance through an inclined conveyor section while maintaining compatibility with the customer’s existing fastening system.
The final ASCE60 (30kg/m) Crane Rail Vertical Bending scheme reduced material waste, simplified on-site installation, and met the operational requirements of the conveyor system.

1. Project Background
Customer Profile
The customer is an industrial equipment supplier in Indonesia serving local conveyor and lifting equipment manufacturers. The company regularly sources rails and fastening components for industrial handling systems and has experience in rail selection and installation.
Project Type
The project involved a conveyor system requiring rail guidance through an inclined section. Unlike conventional crane rail bending in the horizontal direction, this application required vertical bending to achieve smooth elevation change along the conveyor path.
Initial Requirement
The customer initially requested two 12-meter ASCE60 rail sections and planned to use their own W116 rail clamps for installation. The customer believed longer rail sections would minimize joints and improve continuity along the inclined conveyor section.
2. Technical Challenges
After reviewing the project drawings and operating conditions, several technical challenges were identified.
| Challenge | Description |
|---|---|
| Special Bending Direction | The rail required vertical bending rather than standard horizontal bending. This required higher forming accuracy, dedicated tooling, and controlled bending procedures. |
| Length Limitation | Standard ASCE60 rail lengths are typically 6m, 8m, or 10m. Producing 12m customized sections would significantly increase production complexity, lead time, and transportation cost. |
| Material Waste Risk | Using 10m + 2m or other non-standard combinations would result in unused short sections after cutting, increasing material waste and project cost. |
| Clamp Compatibility | Vertical bending changes the bottom support angle of the rail. Compatibility with the customer’s existing W116 rail clamps needed to be verified before production. |
3. Proposed Solution
3.1 Revised Rail Layout
Glory Rail proposed replacing the original 2 × 12m concept with 4 × 6m standard ASCE60 (30kg/m) rail sections.
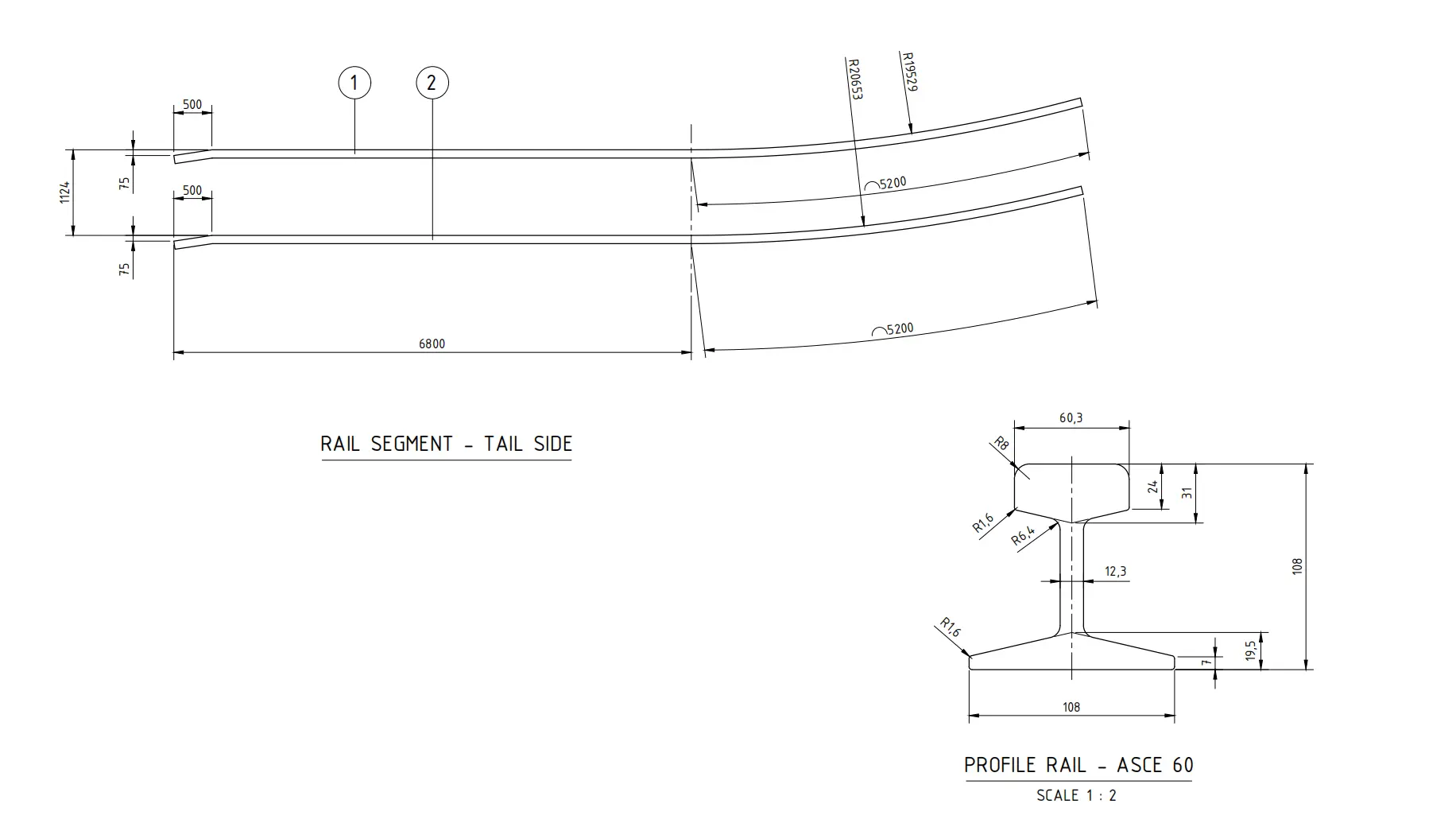
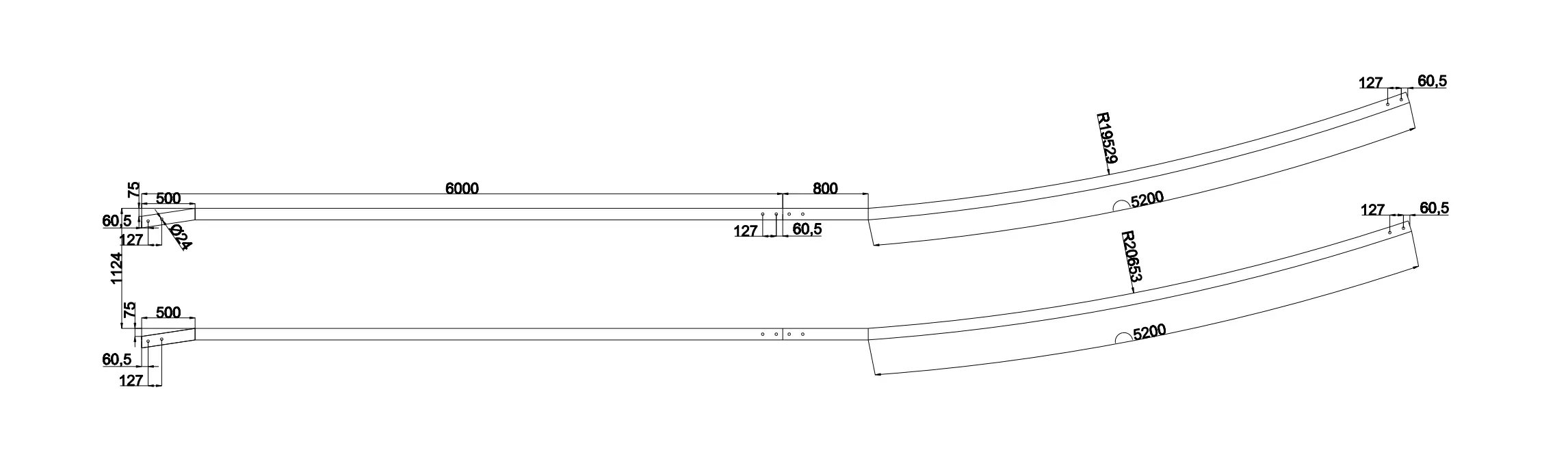
Based on the conveyor layout drawings provided by the customer, each rail section was vertically bent according to the required elevation curve and later connected on site to form a continuous inclined rail path.
3.2 Vertical Bending Process
A dedicated vertical bending process was applied using progressive multi-step forming to control the bending radius and transition angle of each 6-meter rail section.
Straight transition areas were reserved at both ends of the curved sections to simplify alignment and on-site joint installation using fishplates or welding methods.
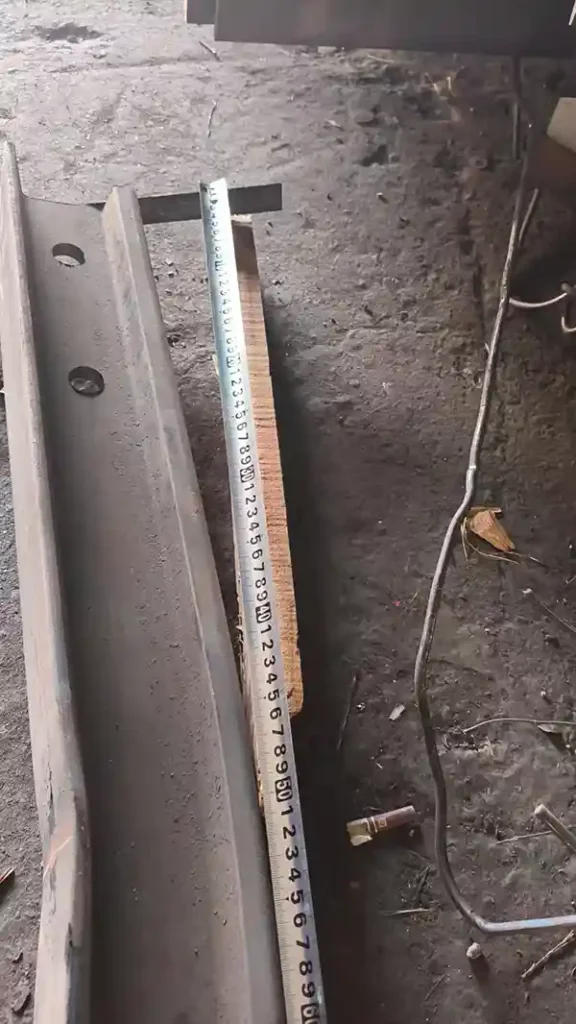
After bending, dimensional inspection was performed to verify curve radius, slope transition, and rail head continuity according to the conveyor operating requirements.
3.3 Compatibility Verification
A trial installation was conducted using the customer’s W116 rail clamps.
The inspection confirmed that:
- Rail base dimensions remained within acceptable tolerance
- The clamp seating surfaces maintained sufficient contact
- W116 clamps could still provide reliable locking force after bending
4. Customer Benefits
The revised 4 × 6m vertical bending solution provided several measurable advantages.
| Benefit | Result |
| Zero Material Waste | Standard 6m rails were fully utilized without cutting loss, reducing unnecessary material cost by approximately 15%. |
| Shorter Delivery Time | Standard-length ASCE60 rails were available from stock, eliminating the need for customized rolling production. Total lead time was reduced to 7 days. |
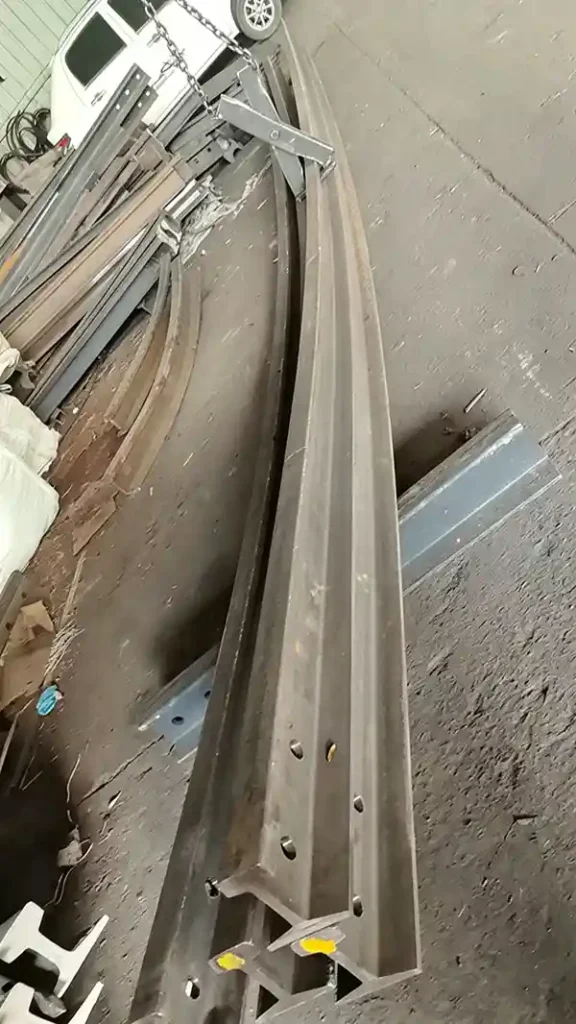
| Stable Conveyor Operation | The vertically bent rails provided smooth guidance through the inclined conveyor section without operational instability. |
| Easier Installation | Shorter rail sections simplified transportation, positioning, and on-site assembly while remaining fully compatible with W116 rail clamps. |
5. Project Result and Customer Feedback
After reviewing the technical proposal and bending sample photos, the customer approved the revised solution.
Four vertically bent ASCE60 rail sections were produced, inspected, and shipped together with bending inspection records and clamp compatibility test videos.
Following installation, the customer reported stable conveyor operation with smooth transition through the inclined section and secure rail fastening without derailment issues.
The customer specifically noted that the zero-waste rail layout significantly reduced unnecessary procurement cost and improved installation efficiency for the project.

6. Project Summary
For special rail bending applications, combining standard rail lengths with customized bending processes is often more economical and practical than producing non-standard rail lengths.
Vertical rail bending technology plays an important role in conveyor elevation systems, inclined handling equipment, and specialized crane rail applications.
Early compatibility verification between bent rails and fastening systems can effectively reduce installation risk and improve project reliability.
Technical Parameters Summary (For Client Reference)
| Item | Specification |
|---|---|
| Rail Model | ASCE60 (30 kg/m) |
| Single Rail Length | 6m × 4 sections |
| Bending Direction | Vertical (longitudinal) |
| Bending Radius | As per client drawing (R=19529mm, R=20653mm) |
| Straightness Tolerance After Bending | ≤2mm / 2m |
| Fastening Device | W116 Clamp (customer-supplied) |
| Total Rail Length | 24m (equivalent to original 2×12m plan) |
| Material Waste Rate | 0% |