Glory Rail supplied S49 rail for stacker machine application in Thailand, marking another successful cross‑border project for the company. The S49 rail for stacker machine walking systems was manufactured according to DIN/EN standards, with customized end finishing including a 5 mm chamfer – a detail that turned out to be more critical than it first looked.
1. Customer Overview
Customer information:
- A Thai local company, whose parent company is based in Germany.
- Main business: material handling equipment and open‑pit mining machinery.
- Application fields: bulk material yards, mines, ports and other industrial sites.
The S49 rails supplied for this project are used on the walking track of a stacker machine in a bulk material yard.
2. Order Details & Project Background
Product specifications:
- Profile: S49 (also known as 49E1)
- Standard: DIN 5902‑1995, also available under EN 13674‑1
- Key parameters: height 159 mm, bottom width 140 mm, head width 70 mm, web thickness 16 mm, weight approx. 49.39 kg/m
- Application: stacker machine travelling track
Project source:
The customer took this project as part of a material handling equipment package from their upstream client. The end user’s details were not disclosed to us. Glory Rail acted as the rail supplier, providing S49 rails that fully comply with DIN/EN requirements.
Machining requirements:
In addition to the standard 45° mitre cut, the rail ends were required to have a 5 mm chamfer.
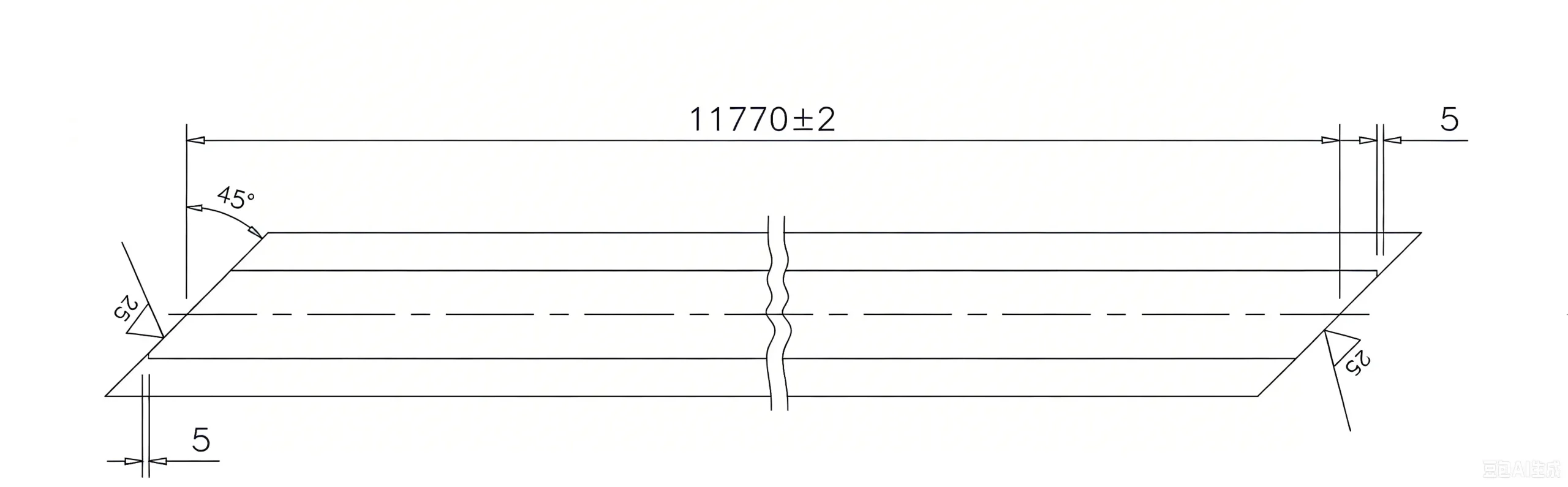
Purpose of the 5 mm chamfer:
When a large machine like a stacker runs on rails, the wheel flange constantly contacts the rail corner. Over time this causes side wear on the rail and flange wear on the wheels. Adding a 5 mm chamfer serves several purposes:
- Reducing impact at rail joints – the chamfer smoothes the sharp edge, lowering shock and vibration when wheels pass the joint.
- Lowering flange wear – the chamfer guides the wheel smoothly across the joint, avoiding violent scraping between the rail corner and the flange. This extends both wheel and rail life.
- Improving ride quality – especially for a stacker that moves back and forth frequently, the chamfer reduces shocks at the joints and makes the machine run more smoothly.
- Preventing stress concentration – removing the sharp corner eliminates a potential crack initiation point, extending the rail’s service life.


3. Project Challenges
Several technical and commercial challenges emerged during the execution of this project:
Customised 5 mm chamfer on every rail end
The customer asked for a 5 mm chamfer on top of the standard 45° mitre cut. This is not a common parameter in regular rail processing. It demanded higher precision in cutting and tooling setup.
Tight delivery schedule before vessel departure
The time window from order confirmation to the ship’s sailing date was short. Cutting, chamfering, end protection and packing had to be tightly coordinated – any delay in one step could mean missing the booked vessel.
Strict third‑party inspection requirements
The customer engaged a third‑party inspector to check the rails. The inspector’s judgement on surface condition, dimensional tolerances and end finishing can vary. This created uncertainty for a one‑time acceptance.
Customer’s concern about surface rust from storage
Surface rust (light oxidation) is normal when steel is stored outdoors or shipped by sea. However, the customer and the third‑party inspector might mistake this “mill scale or flash rust” for a quality defect, which could lead to rejection or a claim.
4. Quality Dispute & Resolution
Issue description:
During the inspection, the third‑party surveyor noted rust marks on the rail surface. The customer became concerned about product quality.
Analysis and explanation:
Glory Rail’s technical team explained the situation in detail:
- Nature of the rust: The marks were simply “flash rust” from outdoor storage and transport – not deep corrosion that would affect structural integrity.
- Why it happens: Even normal humidity, dew or occasional rain can cause a thin layer of oxidation on steel surfaces. This is a common physical‑chemical phenomenon in steel logistics, well accepted in the industry.
- No effect on performance: Flash rust is only a very light surface layer. It does not change the chemical composition or mechanical properties of the rail. Once the stacker starts running on the track, the wheels will roll over the surface repeatedly; the rust will be worn off naturally, exposing the original steel surface.
- Reference to standards: Standards such as EN 16729‑3 specify that non‑destructive testing of rails is aimed at detecting internal and surface defects. Light flash rust is not considered a structural defect and is normally accepted in industry practice.
Outcome:
After a thorough discussion, the customer accepted our explanation. They confirmed that the flash rust did not affect product quality or normal use. The project proceeded as originally planned.


5. Shipping Arrangement
Loading port: Tianjin, China
Estimated shipment date: early March 2026
Destination port: Bangkok, Thailand (PAT port / Phra Khanong port)
Logistics planning:
The project team arranged vessel space, prepared export declaration documents and designed lashing and securing plans for the rails. The sea voyage from Tianjin to Bangkok normally takes 8‑10 days, leaving enough buffer for the delivery schedule. In addition, since steel imports into Thailand require an Import License, the team coordinated the customs clearance process well in advance.
6. Project Results
The S49 rails were successfully manufactured and processed according to the customer’s technical requirements and the DIN standard. The 5 mm end chamfer was applied precisely on every rail.
The third‑party inspection issue regarding surface rust was resolved through technical clarification, without delaying the project schedule. The rails were accepted.
All rail products were packed and loaded onto the vessel at Tianjin port as planned. Sea freight and subsequent customs clearance in Thailand were carried out smoothly.
The customer approved the final product and continued with the project implementation. Glory Rail’s performance was confirmed as meeting all contractual requirements.


7. Summary & Recommendations
This project covered the whole chain from order intake, technical validation, quality dispute handling, to logistics and delivery. Key takeaways:
- Technical: The 5 mm chamfer – a small detail – proved valuable for stacker track applications. It reduces wheel‑rail wear and improves ride quality. This is a processing feature worth promoting for similar projects.
- Quality communication: Flash rust on steel surfaces is normal during storage and transport and does not affect performance or mechanical properties. A clear, professional explanation can resolve customer concerns and maintain trust.
- Logistics: Tianjin port offers stable sailing schedules to Bangkok and mature logistics services. It is a reliable gateway for future rail export projects to Southeast Asia.
- Recommendation for future projects: Confirm special machining requirements (such as a non‑standard chamfer) with the customer during the early technical exchange. Also, inform the customer in advance about the possibility of flash rust when rails are stored outdoors – managing expectations early avoids unnecessary disputes at the inspection stage.