When we first received the enquiry for A65 rail for port machinery from a Sri Lankan client – with the final user being the Sri Lanka Port Authority (SLPA) – we knew this was not a standard steel rail order. The project involved not only a specific combination of long and short rails, but also a heavy‑duty coating requirement that contained several ambiguous and even conflicting clauses. Over the following weeks, our team at Glory Rail worked closely with the port authority’s technical staff to clarify every unclear point, resolve two major coating disputes, and finally deliver a product that exceeded expectations. This case study documents the entire process, from product understanding to on‑site acceptance.


1. Project Overview
| Item | Details |
|---|---|
| End user | Sri Lanka Port Authority (Colombo Port) |
| Application | Port machinery (ship‑to‑shore cranes / RTGs) – crane runway rails |
| Product | A65 crane rail |
| Order composition | Long rails: 28 pieces × 12m = 336m Short rails: 8 pieces × 1.5m = 12m (2 sets, each set contains 4 pieces) |
| Coating requirement | SA2.5 blast cleaning + 2 coats of 2‑pack epoxy zinc primer (100μm each) + 1 coat of polyurethane epoxy finish in RAL 1007 yellow (60μm). Total dry film thickness ≥260μm |
| Non‑coating areas | Rail top surface and weldable areas (client’s drawing: “above A‑line”) |
| Shipping date | August 2024 |
| Logistics | Tianjin Port → Colombo Port |
2. Why Product and Application Context Matter
2.1 Why A65 Rail for Port Machinery?
A65 is a widely used rail profile for port equipment. Compared to ordinary railway rails, it offers:
- Approx. 65kg/m weight, tensile strength ≥880MPa – designed to withstand the high wheel loads (30‑50 tonnes per wheel), frequent starts/stops, and lateral forces of port cranes.
- A wider rail head and thicker web for better wear and fatigue resistance.
The fact that the client specified A65 showed they understood the mechanical demands. Glory Rail not only supplied genuine A65 sections but also applied a complex coating system – combining material knowledge with process capability.
2.2 What Does the Long & Short Rail Configuration Tell Us?


| Item | Quantity | Length each | Total length | Possible engineering use |
|---|---|---|---|---|
| Long rails | 28 pcs | 12m | 336m | Main crane runway (e.g. seaside / landside tracks). 12m is a standard shipping length that fits 40ft containers; rails can be welded on site into longer strings. |
| Short rails | 8 pcs | 1.5m | 12m | Delivered as 2 sets (4 pcs per set). Typically used for rail ends, buffer stops, crossovers, insulated joints, or repair sections. |
Key insight: The short rails, only 12m in total, were listed as a separate line item – meaning they served a special function in the track layout. That special function (end sections, bolted connections instead of welded joints) later became the basis for arguing that the rail ends did not need to be kept coating‑free. Understanding the application was the first step toward smart technical negotiation.
2.3 How the Port Environment Drives the Coating Specification
Colombo Port has a tropical marine climate: annual rainfall over 2000mm, high salt spray, plus possible chemical contamination (fuel, lubricants). Crane rails cannot be stopped frequently for maintenance, so the coating must last ≥5 years without significant rust.
- SA2.5 blast cleaning – ensures thorough rust removal and adhesion.
- 2‑pack epoxy zinc primer (2×100μm) – zinc provides cathodic protection; even if the topcoat is damaged, rust will not spread.
- Polyurethane epoxy finish (60μm, RAL 1007 yellow) – yellow is the international safety colour for port equipment; polyurethane offers UV resistance and colour stability.
- Total DFT ≥260μm – much heavier than standard structural steel coatings (usually 120‑150μm), justified by the severe environment.
In short, the coating specification was not arbitrary – it was a direct response to the port’s operating conditions. Keeping this logic in mind helped us argue convincingly about what could be left uncoated.


3. Technical Disagreements and How We Resolved Them
3.1 Dispute 1: “Above A‑line” – Vague Definition and a Hidden Corrosion Risk
The client’s drawing marked “above A‑line” as non‑coating area. However, “above A‑line” included:
- The rail top running surface (reasonable – wheel contact area).
- Part of the rail head’s side radius (the R‑corner).
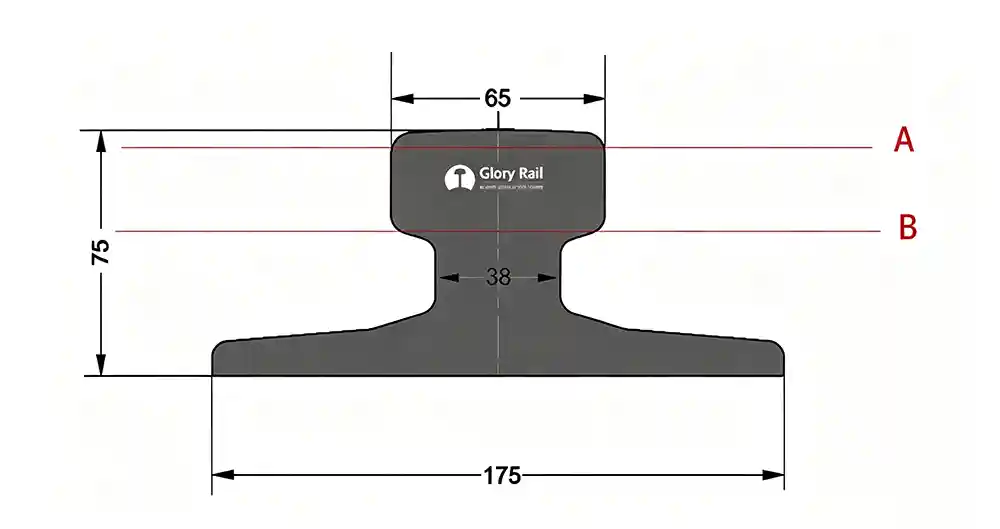
The problem: If the R‑corner was left uncoated, in a high‑salt environment it would start rusting from the side, and the corrosion would gradually spread to the top running surface – drastically reducing rail life.
What we did:
- We asked the client to clarify the exact scope of “weldable area”. After discussion, both sides agreed that the weldable area only meant the rail end face + 50mm of the top surface inward from the end (the true heat‑affected zone for welding).
- We showed the client photos from another port project where R‑corner omission led to severe rust after only 5 years.
- Final agreement: Only the very top running surface remains uncoated; the side R‑corner receives full coating.
Takeaway: We did not blindly follow an ambiguous requirement. Instead, we used field evidence and corrosion logic to correct the client’s own specification – which ultimately extended the rail’s service life.


3.2 Dispute 2: Short Rail Ends – “No Coating” vs. Production Reality
The client initially demanded that both end faces of the 1.5m short rails should be completely free of paint.
Why this was a problem:
- Masking both ends of such short pieces (1.5m) would dramatically increase production time – each rail would need film applied and removed manually.
- More importantly, short rails in port crane tracks are usually bolted or clamped (end stops, transition sections). They are not welded. Painting the end faces does not harm anything; on the contrary, it adds corrosion protection.
Our communication approach:
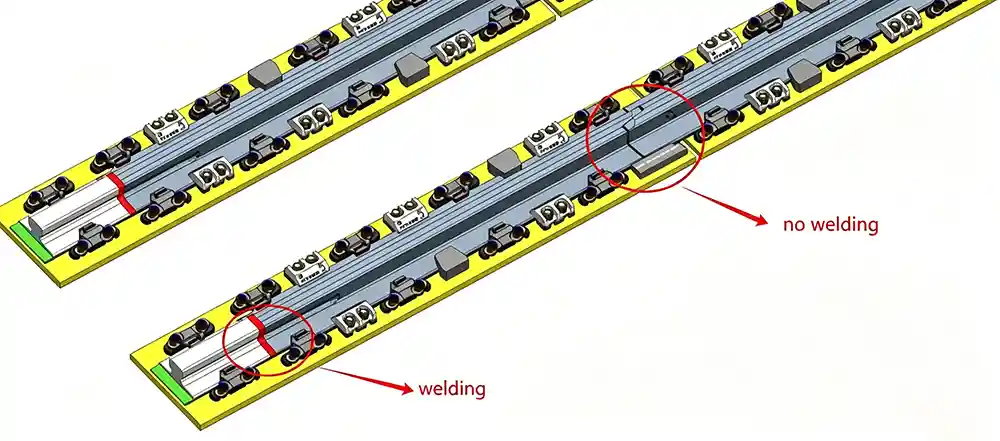
- We explained the functional difference to the client: long rails may be welded end‑to‑end, but short rails are typically bolted – no welding needed.
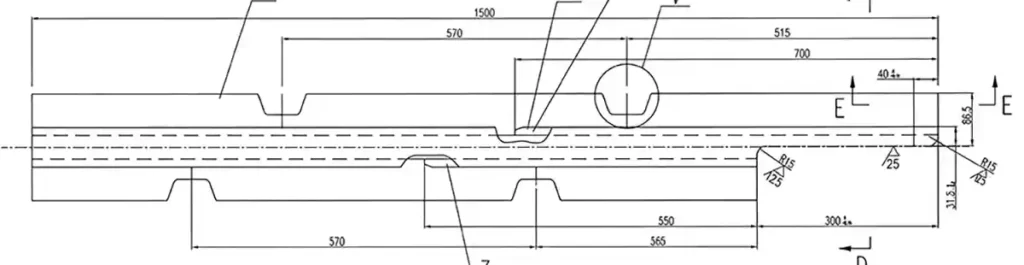
- We referred to the client’s own drawing of an L‑shaped notch and pointed out: only the root of the L‑shaped notch is a weldable area; the flat end face is not a weldable area. Therefore, coating the end face is acceptable.
- We proposed a compromise: coat the end face, but leave a 2mm uncoated edge around it (mimicking the boundary of an L‑shaped notch). This satisfied the “weldable area no coating” principle while protecting the end from corrosion.
Outcome: The client agreed – short rail ends could be coated.


Takeaway: Using the client’s own drawing logic to persuade them is a powerful technique. This avoided unnecessary masking work and improved the overall corrosion protection.
4. Process Challenges of a 260μm Thick Film on an Asymmetric Rail Section
Applying a total DFT of 260μm (2×100 + 60) on a non‑flat, asymmetric rail section is not trivial. We encountered four main difficulties and solved them as follows:
| Challenge | How it showed up | Our solution |
|---|---|---|
| Sagging in the web hollow | The epoxy zinc primer is viscous; it tends to pool in concave areas. | Airless spray + brush touch‑up. Light sanding between the two primer coats. |
| Poor coverage on rail foot corners | Spray gun angle cannot reach all edges. | Designed a rotating fixture. Each rail rotates 360° during spraying – except the masked top surface. |
| DFT measurement errors | Magnetic gauges give false readings on curved surfaces and edges. | 9 measurement points per rail: both R‑corners, web upper & lower, foot left & right. Average value taken. |
| Paint creeping under masking tape | The boundary between coated and uncoated areas can be uneven. | Heat‑resistant polyester tape + silicone shield. A 0.5mm micro‑gap left for manual correction. |
Verification result: Third‑party inspection showed all rails had DFT ≥265μm, and the protected areas (rail top and weld zone) were completely paint‑free.



5. Hidden Requirements of a Government Port Authority
SLPA is a government entity. During final acceptance, three unwritten requirements became evident:
| Hidden requirement | Our preparation |
|---|---|
| Traceability – every rail’s blasting grade, coating temperature/humidity, and each coat’s thickness must be verifiable. | Applied a weather‑resistant QR code on each rail. Scanning the code shows the complete coating log. |
| Zero touch‑up on site – no hot work or recoating allowed at the port. Transport damage must be zero. | Foam spacers + stretch wrap + desiccant bags between rails. Took photos of every loading step. |
| Colour consistency – RAL 1007 yellow fades easily. Client expected ΔE ≤3 after 5 years. | Used aliphatic polyurethane (UV‑resistant). Included two spare colour plates from the same batch for future comparison. |
Meeting these hidden expectations is often what separates a professional rail supplier from a commodity seller.
6. Project Timeline
| Date | Milestone |
|---|---|
| May 2024 | Received RFQ. First review revealed the “above A‑line” ambiguity and short‑rail end coating issue. |
| Late May 2024 | Video meeting with client. Clarified “weldable area”. Proposed coating short rail ends. |
| June 2024 | Client approved modified technical scheme. Signed agreement. |
| Early July 2024 | First‑article coating (1 long rail + 1 short rail). Client witnessed online – thickness passed. |
| Mid‑July 2024 | Batch coating. Third‑party spot inspection. |
| Early August 2024 | Packing, container loading. Shipped from Tianjin Port. |
| Late August 2024 | Arrived Colombo Port. Client’s unpacking inspection – passed on first attempt. |



7. Closing Thoughts
This was never just a “paint the rail” job. It was a project that tested our understanding of A65 rail for port machinery, our ability to interpret a real‑world port application (Colombo Port), our skill in technical negotiation, and our discipline in process control. At Glory Rail, we are proud that we did not simply follow the paper – we thought like an engineer, talked like a partner, and delivered like a professional. The successful acceptance at Colombo Port was a direct result of that mindset.
For any future enquiry involving A65 rail for port machinery, especially when the coating specification contains special non‑coating areas, the experience gained from this project has become one of our strongest assets. Glory Rail is ready to bring the same approach to your next port or heavy‑industry rail project.